
Crowning Table (Kronēšanas tabula) Pārliecinieties, ka spiediena bremze ir precīza
Lai garantētu precīzus, atkārtojamus formēšanas rezultātus, ir būtiski kompensēt novirzi, kas raksturīga staru kūļa un spiediena bremžu tabulai, kad tiek izmantota slodze. Bez novirzes kompensācijas, iespējams, ka sagataves centrā būs kāda veida deformācija, kad tā ir saliekta gar spiediena bremžu pilnu garumu. Tas jo īpaši attiecas uz 8 pēdu vai garākām preses bremzēm, 80 tonnām vai vairāk, kā arī garām vai lielām detaļām, bet tas var būt arī, veidojot īsākas sagataves. Lai saglabātu izliekuma leņķi konsekventu visā detaļas garumā, preses bremzei nepieciešama kronēšanas sistēma vai nu gaismā, tabulā, vai abās.
Šajā īsu partiju vecumā, sarežģītās daļās un ātrā apgrozībā kronēšana nodrošina efektivitāti, detaļu precizitāti un atkārtojamību. Augstas ietilpības pielietojumos kronēšana palīdz veidot taisnus līkumus sarežģītos, augstas stiepes izturības materiālos.
Kronēšanas pamati
Lielākā daļa mūsdienu preses bremžu izmanto servo-hidraulisko sistēmu, kurā slēgtas cilpas sistēma kontrolē cilindra stāvokli. Katrā stara galā, zem kreisā un labā virzuļa, stāvokļa mērīšanas sistēma uzrauga staru kustības un pozicionēšanas precizitāti. Mašīnas vadība apstrādā šo informāciju un izmanto to, lai novietotu gaismu precizitātei 0,01 mm. Tas tiek darīts, aktivizējot kreisās un labās servo vārstus katra hidrauliskā virzuļa augšpusē.
Lieces cikla laikā servo-hidrauliskā sistēma nodrošina, ka virzulis katrā stara galā sasniedz ieprogrammēto pozīciju, kas noteikta mašīnas vadībā, kā rezultātā tiek panākts pareizais līkuma leņķis. Tā kā preses bremzes mēdz novirzīties zem slodzes, jo īpaši mašīnas centrā starp virzuļiem, leņķis spiediena bremzes centrā būs vairāk pietuvināts nekā leņķis zem cilpas. Bez iejaukšanās šī novirze radīs līkuma leņķi atkarībā no preses bremzes garuma.
Lai kompensētu, preses bremzes var būt aprīkotas ar kronēšanas sistēmu, kas rada pretēju spēku vai "līkni", lai kompensētu gaismas un galda novirzi. Kronēšanas sistēma nodrošina, ka cilindrs un galds ir paralēli lieces laikā (sk . 1. attēlu ).
Kronēšana ir izmantota kopš 1970. gadu beigām un 80. gadu sākumu. Pieprasījums pēc lielākas tonnāžas preses bremzēm, augstas stiepes izturības tēraudiem un nepieciešamība saliekt garākus garumus ir veicinājis nepieciešamību pēc kronēšanas, jo šajās lietojumprogrammās ir lielāka mašīnas rāmja novirze.
Pirms kronēšanas pastāvēja, preses bremžu ražotājiem bija jāsagatavo līkne preses bremžu tabulā, lai kompensētu aptuveni 75 procentus no mašīnas novirzes. Šodien sistēmas ir uzlabotas. Izmantojot programmējamas vainagošanas sistēmas, operatori kontrolē ievieto lokšņu biezumu, garumu, atveres un materiāla stiepes izturību, kas automātiski nosaka galda un cilindra reālo novirzi, un katrai līkumam tiek iegūta iepriekšēja slodze. Kopā preses bremžu hidrauliskā sistēma un kronēšana nodrošina precīzu līkuma leņķi ar minimālu operatora iejaukšanos.
Izvēles preses bremžu liekšanas kronēšanas tabulā
Crowning parasti tiek izmantots presēšanas bremzēm 80 tonnu, 8 pēdu vai lielākam izmēram. Kronēšanu var piemērot zemākas tonnāžas preses bremzēm, bet tas ir atkarīgs no preses bremžu galda un pielietojuma garuma. Jo garāks attālums starp statņiem, jo lielāks ir mašīnas novirze. Turklāt, jo lielāks ir mašīnas tilpums, jo lielāka ir vajadzība pēc novirzes kompensācijas. Gan biezu, gan plāno materiālu saliekšanai ieteicams izmantot vainagu sistēmu.
Hidrauliskās vainagošanas un CNC mehāniskās ķīļveida koronēšana ir divi visbiežāk sastopamie kronēšanas sistēmu veidi. Ķīļu stila vainagošanas sistēmu var iegādāties kā preses bremžu papildaprīkojumu caur preses bremžu ražotāju vai instrumentu piegādātāju. Mašīnā ir iebūvēts hidrauliskais vainags. Šo sistēmu izmaksas ir salīdzināmas, tāpēc izvēle ir vairāk par precizitāti, efektivitāti un piemērošanu.
Hidrauliskā vainagošana liek spiedienu cilindriem lieces gājiena laikā, lai kompensētu mašīnas novirzi. Lielākā daļa no šīm sistēmām nespēj pielietot kronēšanu visā mašīnas gultā. Tā vietā novirzes apjoms, ko koronēšanas sistēma pielāgo, ir atkarīgs no cilindra atrašanās vietas. Dažās hidrauliskās kronēšanas sistēmās tiek izmantots tikai centrālais cilindrs vai trīs cilindru sistēma, un dažas nodrošina korpusu virs 60 procentiem gultas, bet ne pilnu gultas garumu.
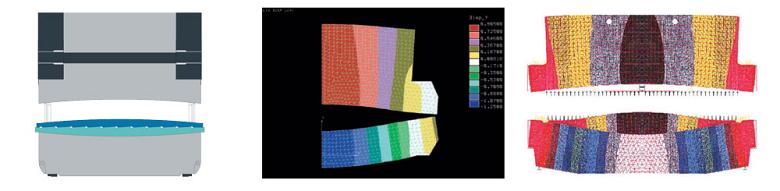
1. attēls
Ja augšējā un apakšējā gaisma lieces laikā nav paralēla, saliekuma leņķis atšķirsies garumā no sagataves.
Visiem hidrauliskajiem cilindriem ir tāda pati hidrauliskā līnija. Rezultātā nevienam cilindram nav iespējams izmantot pilnu vainagošanas spēku; šo spēku piemēro visiem hidrauliskajiem cilindriem neatkarīgi no tā, vai ir divi, trīs vai 10.
Ķīļveida kronēšanas sistēma sastāv no divām ķīļu rindām pāri gultas garumam; viena rinda ir fiksēta un otra ir pārvietojama (sk. 2. un 3. attēlu ). Ķīlis gultas vidū ir augstāks, nekā ķīļi zem virzuļiem, un slīpuma leņķis samazinās pret cilpu no gultas vidus.
Aktivizējot kustīgo ķīli izveido līkni ar augsto punktu gultas centrā un zemākos punktus katrā gultas galā zem virzuļiem, lai tabulā izveidotu splainas līkni. Kronēšanas sistēma, kas tiek automātiski kontrolēta, kompensē gultnes novirzi un gaismu ar dažādiem lieces spēkiem. Ķīļu stila sistēmā tabula ir veidota tā, lai tā atbilstu noteiktai slodzei atkarībā no nepieciešamās tonnāžas. Dažas vainagošanas sistēmas nodrošina programmēšanas precizitāti ± 0,01 mm un pozicionēšanas atkārtojamību ± 0,005 mm.
Ķīļu sistēma nodrošina pilnīgu gultas garuma kronēšanu, jo tā ir īpaši apstrādāta šai gultai. Tā var arī apstrādāt novirzes kompensāciju augstākiem tonnāžas un īsākiem gultas garumiem. Kronēšanu var noregulēt, lai saliektu jebkurā vietā uz gultas. Šī korekcija tiek veikta reālā laikā, izmantojot vadību, tāpēc procesā netiek zaudēts ražošanas laiks.
Turpretim universāla ķīļu sistēma nav īpaši saistīta ar preses bremzēm un ir veidota no standarta ķīļu konstrukcijas. To var kontrolēt CNC, un tas ņems vērā novirzi, bet tas nav specifisks lietojumam vai tā materiāliem. Tā arī neizmanto centrālo datu bāzi, lai noteiktu nepieciešamās novirzes korekcijas apjomu, tāpēc tā kronēšanas spēja ir ierobežota un sarežģītāka.
Universālu kronēšanas sistēmu var modernizēt jau esošai preses bremzei, lai uzlabotu tās iespējas. To var arī uzstādīt uz mazāku tonnāžu, ieejas līmeņa preses bremzēm, kas netiek piedāvātas ar vainagu, lai operatoram nodrošinātu lielāku kontroli pār lieces procesu.
Kronēšanas sistēmas modernizācija var būt noderīga un dažkārt nepieciešama, jo īpaši, ja lietojumprogramma mainās vai attīstās. Piemēram, ja HVAC ražotājs pāriet no tādu dzīvojamo elementu izgatavošanas, kurus var efektīvi veidot, nesaprotot, lai padarītu daudz lielākus, smagākus detaļas rūpnieciskām vienībām, jaunais daļas profils nosaka nepieciešamību pēc kronēšanas. Kronēšanas sistēma palielinās efektivitāti, novēršot korekciju un iestatījumu skaitu, lai iegūtu garākus līkumu garumus.
Izveidot izaicinājumus presēšanas bremžu kronēšanas tabulai
Nodrošinot konsekventu leņķi visā līkuma garumā, vainagošana samazina uzstādīšanas darbības, samazina lūžņus un novērš vajadzību pēc operatora iejaukšanās vai augstas kvalifikācijas preses bremžu operatoram.
Bez kronēšanas sistēmas, mašīnas novirzes pārvarēšana ir manuāla darbība, izmantojot sietus vai noregulējot veidnes. Aprēķinot nepieciešamo shimming, var būt laikietilpīgs process, bieži vien viens no izmēģinājumiem un kļūdām, kas rada dārgas lūžņus. Pat pieredzējuši uzstādīšanas operatori radīs zināmu daudzumu lūžņu, izgatavojot detaļas mašīnā ar manuāli koriģētu gultu.
CNC kronēšanas sistēma automātiski sagatavo šos aprēķinus. Tas arī samazina prasmes, kas nepieciešamas mašīnas darbināšanai, tādējādi uzlabojot efektivitāti un produktivitāti.
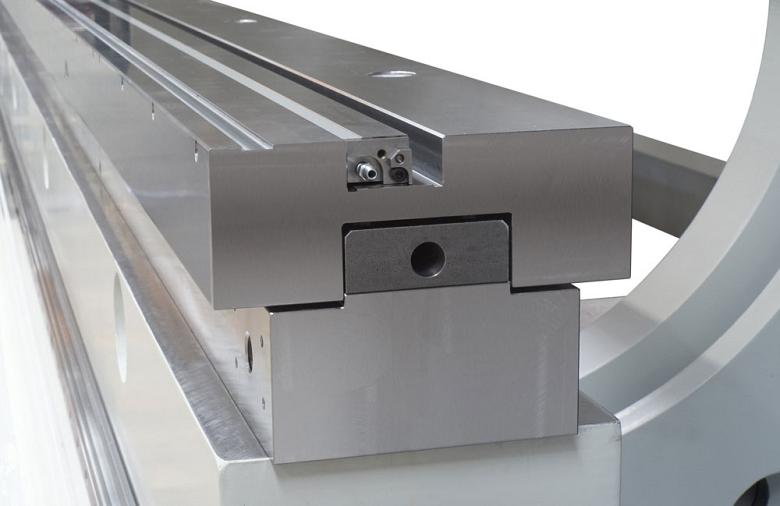
2. attēls
Šī ķīļa stila kronēšanas sistēma ir pielāgota katrai preses bremzei. Saistītās sastāvdaļas ir ma
Tomēr neviena kronēšanas sistēma nevar kompensēt ar instrumentiem saistītās problēmas, piemēram, sliktu perforēšanas un nolieces izlīdzināšanu un asimetrisko sagataves slīdēšanu. Neprecīzas vai nevienmērīgi nolietotas darbarīki veidos detaļas ar pretrunīgiem leņķiem. Instrumentēšanas problēmas daļēji ir atbildīgas par problēmām, kas saistītas ar nevienmērīgiem leņķiem gar līkuma līniju.
Precīzas zemes darbarīki palīdz nodrošināt precīzus līkumu leņķus visā lieces garumā. Spiedieniem ir pakāpenisks rādiuss abās V atveres pusēs, ļaujot materiālam ieplūst tūbā vienmērīgāk un ar mazāku vilcienu (skat . 4. attēlu ).
Liela apjoma pieteikumi lielākām preses bremzēm
CNC kronēšanas sistēma kompensē preses bremžu simetrisko novirzi. Ja materiāla īpašības ir vienādas visā daļas garumā, pietiek ar standarta kronēšanu. Bet, ja materiāla īpašības ir mainīgas un sarežģītākas, īpaši ar smagākiem vai garākiem sagataves un augstas stiprības materiāliem, piemēram, S1100, S1300, Hardox® un Armox®, uzlabotāka programmējama kronēšanas sistēma, ko kontrolē CNC, nodrošina lielāku kompensāciju par mašīnas novirzi un, visbeidzot, lielāku elastību.
Augstas stiepes izturības materiāliem ir nepieciešams lielāks spēks, lai saliektos, tiem būtu vairāk atsperes, un tāpēc tie prasa lielāku vainagu (sk . 5. attēlu ). Augsti stiepes materiālu izmantošana palielinās, jo īpaši lielos liekšanas lietojumos (12 pēdas vai ilgāk), jo ražotāji cenšas samazināt galaprodukta svaru, neapdraudot strukturālo integritāti.
Kronēšana ir vēl svarīgāka par tandēmu, tridēmu vai preses bremzēm, kas apvieno attiecīgi divas, trīs vai četras preses bremzes ar līdzīgu vai atšķirīgu tonnāžu sinhronizētā konfigurācijā. Šīs sistēmas sinhronizē mašīnas cilindrus ik pēc 5 milisekundēm un nepārtraukti pārbauda, vai mašīnā ir pastāvīga taisnā kustība. Dažas no šīm mašīnām izmanto vēl vienu kronēšanas sistēmas tipu, kas ietver divkāršu galdiņu. Tas būtībā ir divas CNC kronēšanas sistēmas, kas viena otru papildina ar asimetrisku, bet papildinošu kronēšanas profilu.





